
电泳槽体由主槽和溢流槽两部分组成,浸用水洗槽一般不含溢流槽,仅开溢流口。前处理浸用主槽与电泳主槽主体设计相似,按其结构及形状可分为船形槽和矩形槽两种。
船形槽适用于连续生产,矩形槽适用于间歇生产和旋转输送方式的连续生产。槽底转角制成圆弧形,为便于清渣,槽底部应向一端倾斜,斜度应为1:30。供磷化用的浸槽有时也
制成锥斗形(锥角60°),可满布于底部,也可局部,便于集渣。槽底部设喷管,使渣或沉淀物按要求流向低端或锥斗;喷管的布置、喷嘴数量和喷射角度及液速均要选择合适,
应能让沉渣沿要求的方向缓缓移动,又不能让沉渣受激烈冲击而翻起。
浸渍处理用槽的尺寸主要取决于被处理物(或吊装空间)的大小,在全浸没时,被处理物周围要留有一定的间隙,使工件在上下或前后移动时不碰撞槽壁。一般的经验数据是:
小槽的处理物与槽壁的间隙不小于200-300mm,大槽不小于300-400mm,流水生产线上的浸槽不大于300mm,在槽的底部,为不搅起淤渣,影响处理质量,工件在浸没时至少
需离槽底200mm(考虑在处理过程中工件摆动和升降时工件的倾斜,此间隙应适当加大)。工件顶部离开槽液的距离应不小于150-200mm,液面至槽沿的尺寸为100~200mm。
由这些尺寸的总和就可以计算浸槽所需的深度。
主槽有底座,有利于空气流动,以减轻槽底的腐蚀,安装时也易于找平,生产时易发现槽体是否渗漏。
槽体的骨架采用普通钢板和型钢焊接而成,槽体内部可用PP/PE板、玻璃钢来绝缘。为保证使用年限,所用不锈钢的厚度取决于槽体的大小,为较少热量损失,需加温的槽壁应
设有保温层。保温层厚度一般为50mm,保温材料采用岩棉或玻璃丝棉等。外包厚0.75mm左右的薄板(镀锌板、不锈钢板或彩板)。
溢流槽的作用是控制主槽中槽液的高度,排除漂浮物以及保证槽液的不断循环。对浮污不多的水洗槽,可以在适当的位置开溢流口或竖溢流管溢流。
槽液循环搅拌系统
槽液的循环搅拌系统由泵、管道、过滤器和喷嘴组成。搅拌不断更新与工件表面接触的槽液,保证槽液的温度和浓度的均匀,并加速工件表面的化学反应,缩短工艺时间,提高
前处理质量。
槽液循环次数为:一般脱脂槽液为不小于每小时2次;表调槽液为每小时1次即可,磷化槽液也应不小于每小时2次。磷化循环槽液的入槽部位很考究。一部分喷嘴分布在入槽口的
液面下附近,作用是产生表面流层,用于控制磷化初期的成膜;另一部分喷嘴布在槽底部,使底部的带渣槽液向集渣口流动,防止沉渣在底部积聚,槽底部槽液的流速控制在2m/min
左右。
加热装置
前处理工艺的脱脂和磷化温度为节能,虽有低温化趋向,但是,一般脱脂液温度还需45~55℃,磷化液温度需要35~45℃。加温热源最常用的是蒸汽和高温热水(在热源为液化天然气、
煤气和燃油时,也借助热水锅炉转换成高温热水),因为它们是最方便和安全的热源。
蒸汽加热有直接加热和间接加热两种方式。直接加热就是向槽中直接通蒸汽,这种方法设备简单,加热迅速;缺点是会冲稀槽液,需不时地补充槽液药品,因此仅适用于水洗槽的加热。
另外,冷凝水不回收,因此往往被动力部门所禁止。
脱脂、磷化、热水洗工序的加热方式可分为:
(1)在槽内设置蛇形加热管和板式加热器的内部加热方式,如图18.7所示。
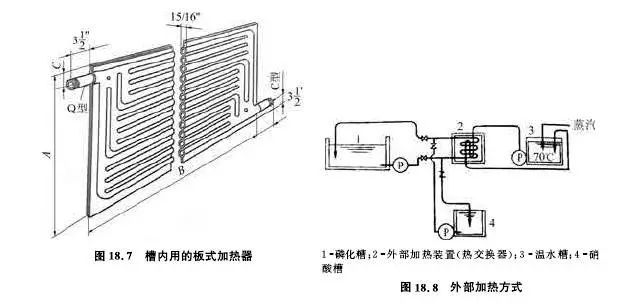
(2)在外部设置热交换器等的外部加热方式。
一般内部加热方式造价较低,喷淋槽用得较多。在需要过滤和泵的场合多使用外部加热方式。为便于槽内清理,浸用处理液槽的场合也用外加热方式。磷化液加热大多采用
槽外加热,即在磷化槽外设热交换器,如图18.8所示。常用板式热交换器,效率高且已小型化,容易进行化学清洗除垢。加热磷化液的热水温度应控制在70℃以下(热水与磷化
液的温差应控制在20℃以下),加热水温度高,易使磷化液在热交换器内结垢和不稳定,影响热效率和堵塞管路。热交换器在使用时,当发现进出口压力差变大时,表明热交换
器管壁有结垢堵塞现象,此时应关闭加热系统,启动酸洗系统通入酸液去垢冲洗。
当喷淋段槽液采用外部加热方式时,工作前预加热槽液不经喷管流回工作槽中,而是通过专用的旁通管返回,以避免不必要的热损失,以及因脱脂液低温喷射而引起的泡沫。
槽液加热所需的热量主要是指将整个槽子和槽液加热到工艺要求的温度所需的热量和运动所需的热量(含加热工件、挂具所需的热量和槽液流失、汽化等热损失)。
文章来源于网络
【免责声明】恒兴涂料所转载仅供参考,发布本文之目的在于传播更多信息,恒兴涂料对该资料或使用该资料所导致的结果概不承担任何责任。如有侵权,请联系删除,谢谢。
 苏公网安备 32028102000046号 技术支持:
苏公网安备 32028102000046号 技术支持: 鹏博资讯
鹏博资讯
